




Պլաստիկ էքստրուզիան, որը նաև հայտնի է որպես պլաստիկացնող արտամղում, շարունակական բարձր ծավալով արտադրական գործընթաց է, որի ընթացքում ջերմապլաստիկ նյութը՝ փոշու, գնդիկների կամ հատիկների տեսքով, միատարր հալեցնում են, այնուհետև ճնշման միջոցով դուրս են մղվում ձևավորող միջուկից:Պտուտակային արտամղման ժամանակ ճնշումը գալիս է տակառի պատի դեմ պտուտակի պտույտից:Երբ պլաստմասսա հալոցը անցնում է ձողի միջով, այն ձեռք է բերում ձողի անցքի ձև և հեռանում էքստրուդերից:Էքստրուդացված արտադրանքը կոչվում է էքստրուդատ:

Տիպիկ էքստրուդատորը բաղկացած է չորս գոտիներից.
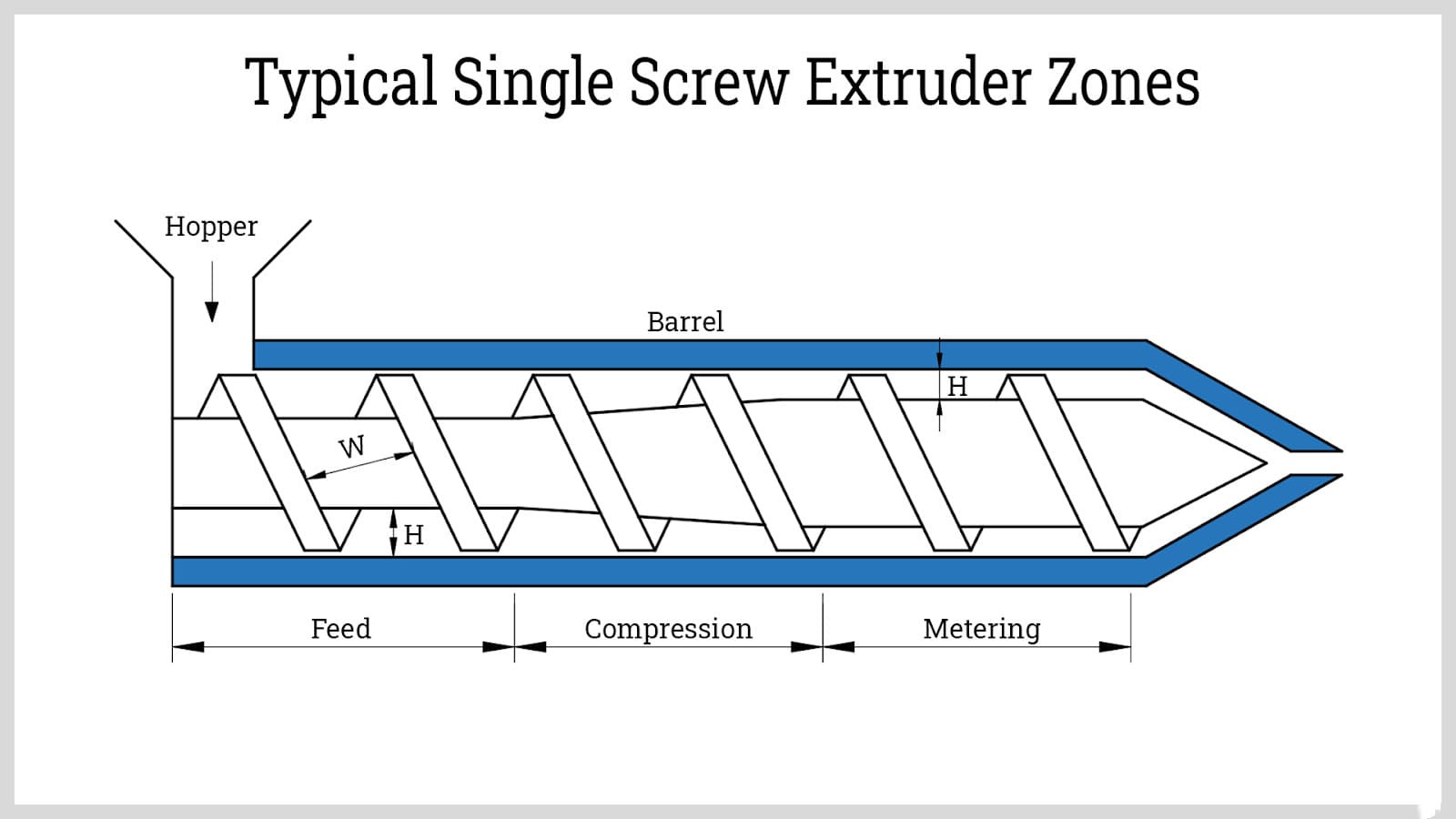
Սնուցման գոտի
Այս գոտում թռիչքի խորությունը հաստատուն է։Թռիչքի վերևում գտնվող հիմնական տրամագծի և թռիչքի ներքևի պտուտակի փոքր տրամագծի միջև հեռավորությունը թռիչքի խորությունն է:
Անցումային գոտի կամ սեղմման գոտի
Այս գոտում թռիչքի խորությունը սկսում է նվազել։Փաստորեն, ջերմապլաստիկ նյութը սեղմվում է և սկսում է պլաստիկանալ:
Mixing Zone
Այս գոտում թռիչքի խորությունը կրկին հաստատուն է։Ապահովելու համար, որ նյութը ամբողջությամբ հալված է և միատարր խառնվում է, կարող է տեղադրվել հատուկ խառնիչ տարր:
Չափիչ գոտի
Այս գոտին թռիչքի ավելի փոքր խորություն ունի, քան խառնվող գոտում, բայց մնում է հաստատուն:Բացի այդ, ճնշումը մղում է հալոցքը այս գոտում ձևավորող մատրիցով:
Մեկ այլ նկատառման համաձայն, պոլիմերային խառնուրդի հալումը պայմանավորված է երեք հիմնական գործոնով.
Ջերմահաղորդում
Ջերմային փոխանցումը էքստրուդատորի շարժիչից դեպի էքստրուդատորի լիսեռ փոխանցվող էներգիան է:Բացի այդ, պոլիմերի հալման վրա ազդում է պտուտակային պրոֆիլը և բնակության ժամանակը:
Շփում
Դա պայմանավորված է փոշու ներքին շփումով, պտուտակային պրոֆիլով, պտուտակի արագությամբ և սնուցման արագությամբ:
Extruder Barrel
Տակառների ջերմաստիճանը պահպանելու համար օգտագործվում են երեք կամ ավելի անկախ ջերմաստիճանի կարգավորիչներ:
Հրապարակման ժամանակը՝ հոկտ-08-2022






